PCB厂家基于机器学习的PCB缺陷分类模型训练|捷配PCB分享
创始人
2025-08-20 14:08:43
0次
在PCB制造领域,缺陷分类的准确率直接影响产品良率与成本控制。传统人工目检效率低、误判率高,而基于机器学习的自动化分类技术正成为行业破局关键。
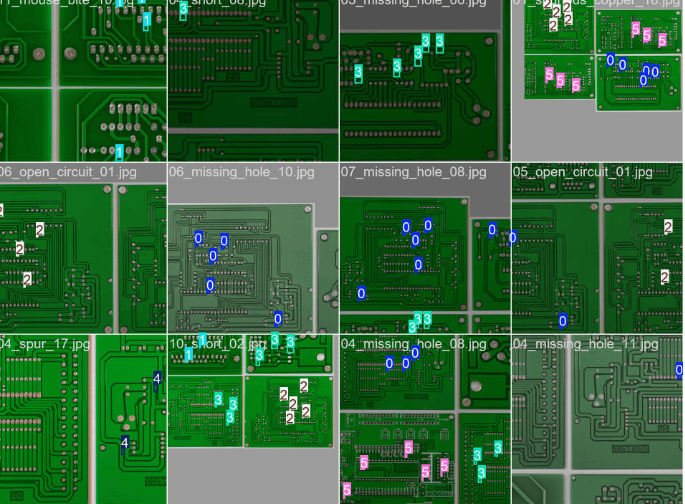
工业场景的三大核心痛点
- 缺陷多样性:从0.1mm²的微小空洞到0.5mm的焊盘偏移,缺陷形态跨度超百倍
- 数据不均衡:某产线数据显示,6类常见缺陷中3类样本占比不足5%
- 实时性要求:在线检测系统需在200ms内完成单板检测
模型选型:
1. 主流架构对比
- CNN+注意力机制:在IPC标准数据集上达到98.7%准确率,但需20万+标注样本
- 轻量化MobileNetV3:参数量仅2.9M,适合边缘端部署,但小缺陷检测精度下降15%
- 混合模型方案:CNN提取特征+XGBoost分类,平衡精度与算力需求
2. 关键参数配置
- 输入分辨率:缺陷尺寸<50μm时需≥2048×2048像素
- 批处理大小:NVIDIA A100 GPU下推荐64-128 batch size
- 学习率策略:余弦退火法使收敛速度提升40%
数据工程如何进行?
1. 数据采集规范
- 设备选型:工业相机分辨率≥2448×2048,帧率≥60fps
- 光照方案:环形LED光源(色温5000K)+偏振片消除反光
- 标注标准:采用YOLO格式标注,边界框误差<2像素
2. 数据增强策略
- 几何变换:随机旋转±15°、镜像翻转、弹性形变(形变系数0.1-0.3)
- 物理仿真:基于PCB材料参数模拟热应力导致的裂纹扩展
- 对抗样本生成:使用Fast Gradient Sign Method增强模型鲁棒性
3. 小样本解决方案
- 元学习框架:MAML算法使新缺陷类别训练样本需求<100张
- 迁移学习:在ImageNet预训练后微调最后3层网络
- 合成数据:PCB-GAN生成高保真缺陷图像,FID分数<25
四、模型训练实战技巧
1. 分布式训练配置
2. 损失函数优化
- Focal Loss:解决正负样本不平衡,γ=2, α=0.85
- IoU Loss:提升边界框定位精度,与CE Loss加权组合(λ=0.5)
- 知识蒸馏:教师模型(ResNet152)指导学生模型(MobileNetV3)
3. 验证指标选择
- 分类任务:加权F1 Score(考虑缺陷类别不均衡)
- 检测任务:mAP@0.5(平均精度均值)
- 实时性指标:FPS(每秒处理帧数)>15
部署落地:从实验室到产线
1. 模型压缩方案
- 量化:FP32→INT8量化使模型体积缩小75%,精度损失<1%
- 剪枝:基于幅度的通道剪枝,保留率80%时精度下降≤2%
- TensorRT加速:NVIDIA GPU上推理速度提升3-5倍
2. 边缘计算部署
- 硬件选型:Jetson AGX Xavier(算力32TOPS,功耗31W)
- 框架适配:TensorRT+DeepStream SDK实现流式处理
- 异常监控:部署Telemetry系统实时追踪模型漂移
3. 持续学习机制
- 增量训练:每周新增数据自动触发微调(学习率0.0001)
- 模型版本控制:DVC工具管理不同迭代版本
- 反馈闭环:产线误判样本自动回流至训练集

捷配PCB提供质检方案定制服务,支持从数据标注到产线部署的全流程技术支持。在电子制造智能化转型的浪潮中,机器学习驱动的缺陷分类技术正从实验室走向产线。需掌握从数据治理到模型部署的全栈能力,方能在质量管控的战场上赢得先机。
相关内容
热门资讯
深圳基本半导体通过港交所上市聆...
利弗莫尔 证券显示,深圳基本 半导体股份有限公司更新聆讯后资料集,意味着该公司港交所IPO通过聆讯。
公告精选 | 智微智能:与英伟...
业绩报告 中国化学(601117.SH):2026年1—5月境内合同金额1076.78亿元,境外合同...
SiC 驱动测试:探头与示波器...
一、核心测试需求 SiC(碳化硅)器件开关速度快(ns 级)、电压高(数百 V 至数千 V)、dv/...
拓邦股份取得过流保护电路专利,...
国家知识产权局信息显示,深圳拓邦股份有限公司取得一项名为“一种过流保护电路及电子设备”的专利,授权公...
苹果WWDC发布Siri AI...
6月9日消息,据外电报道,苹果今天在WWDC 2026上宣布对Siri进行重大改进,将其更名为“Si...
璐普科技取得印制电路板的供电电...
国家知识产权局信息显示,深圳市璐普科技有限公司取得一项名为“印制电路板的供电电路”的专利,授权公告号...
每周股票复盘:顺络电子(002...
截至2026年6月18日收盘,顺络电子(002138)报收于71.16元,较上周的56.16元上涨2...
每周股票复盘:弘信电子(300...
截至2026年6月18日收盘,弘信电子(300657)报收于47.55元,较上周的46.9元上涨1....
鹏芯微申请半导体结构的制作方法...
国家知识产权局信息显示,深圳市鹏芯微集成电路制造有限公司申请一项名为“半导体结构的制作方法”的专利,...