焊接方法简介-电阻钎焊

4.25电阻钎焊
电阻钎焊起源于苏联,在上个世纪30年代,苏联就已经应用电阻钎焊钎焊锯条;30年代末,苏联将该技术应用在制造电焊机的附件极的扁铜连接上;40年代美国和德国也采用碳极电阻钎焊技术;在40年代末、50年代初该技术应用更为广泛,被用在在金属电触头、硬质合金刀具等。
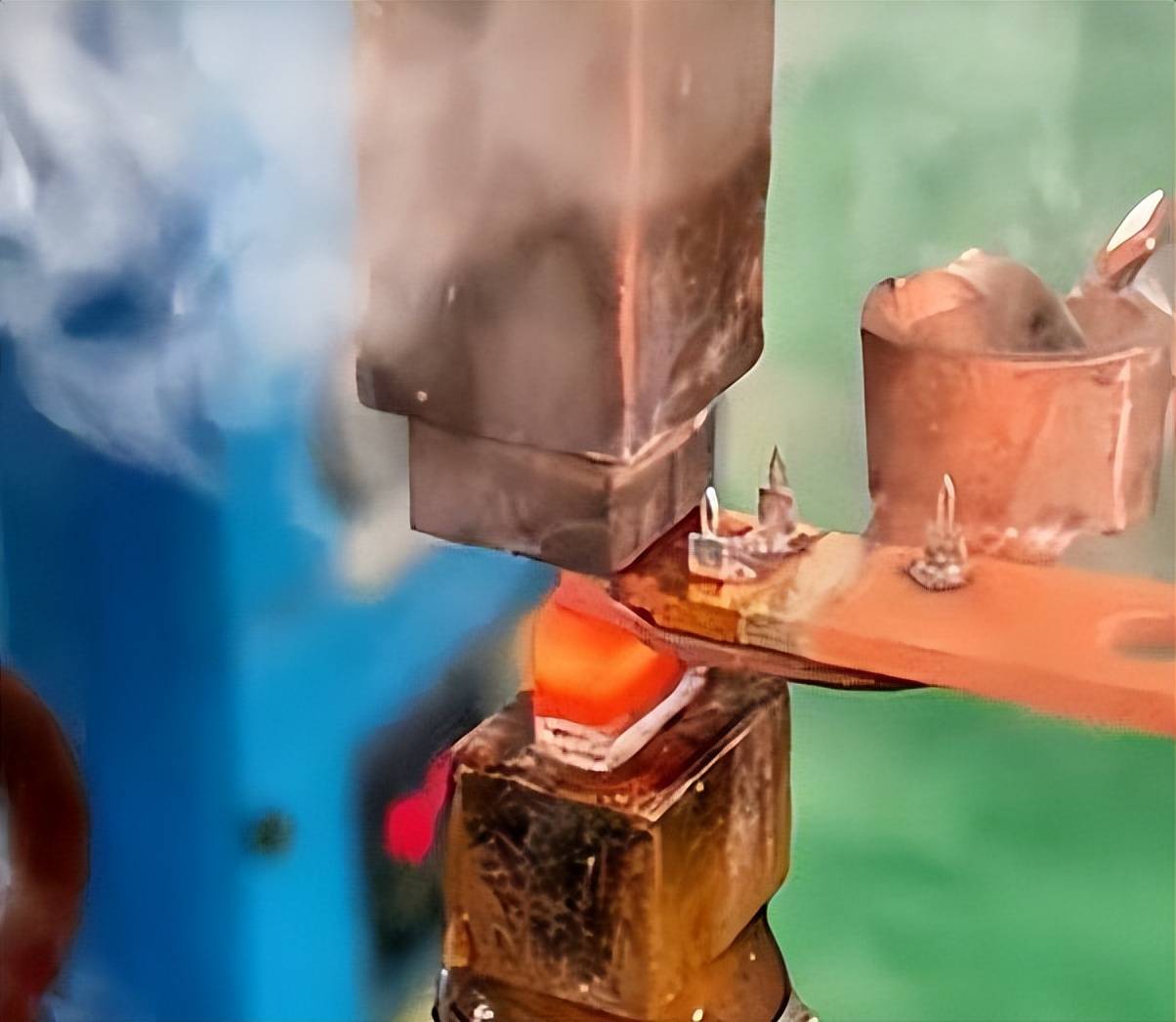
电阻钎焊是利用电流通过焊件或与焊件接触的导电块,依靠钎焊面极附近母材、导电块产生的电阻热加热焊件和钎料,使钎料发生熔化,并填充缝隙,钎焊处施加适当压力,一种钎焊方法。钎焊过程中,加热区域有限,仅先零件的待钎焊区;连接界面由于外加压力接触一般较好;采用低电压、大电流。通常电阻钎焊可以分为直接加热和间接加热两种。
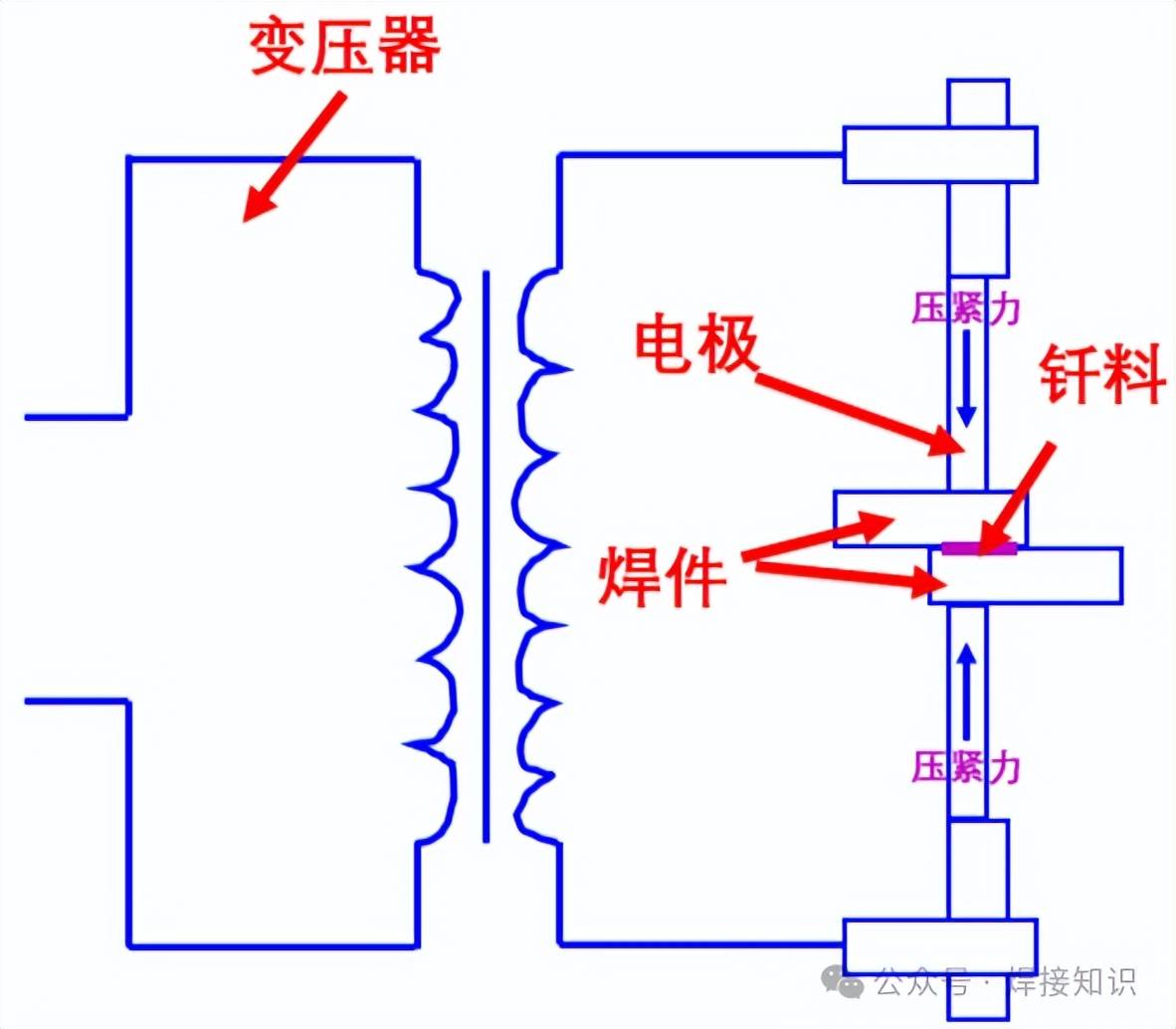
1)直接加热电阻钎焊
直接加热电阻钎焊是利用电极直接压紧待焊接的两个零件的钎焊位置,当电流通过时在焊件和钎料界面产生较大的接触电阻,使电流通过界面从而产生较大电阻热,直接加热钎料和焊件,加热速度很快,且电极压紧力需要确保钎料与焊件的紧密贴合。
由于两个焊件直接参与到电阻回路中,因此两个焊件和钎料必须具备导电,不能添加不导电的钎剂。
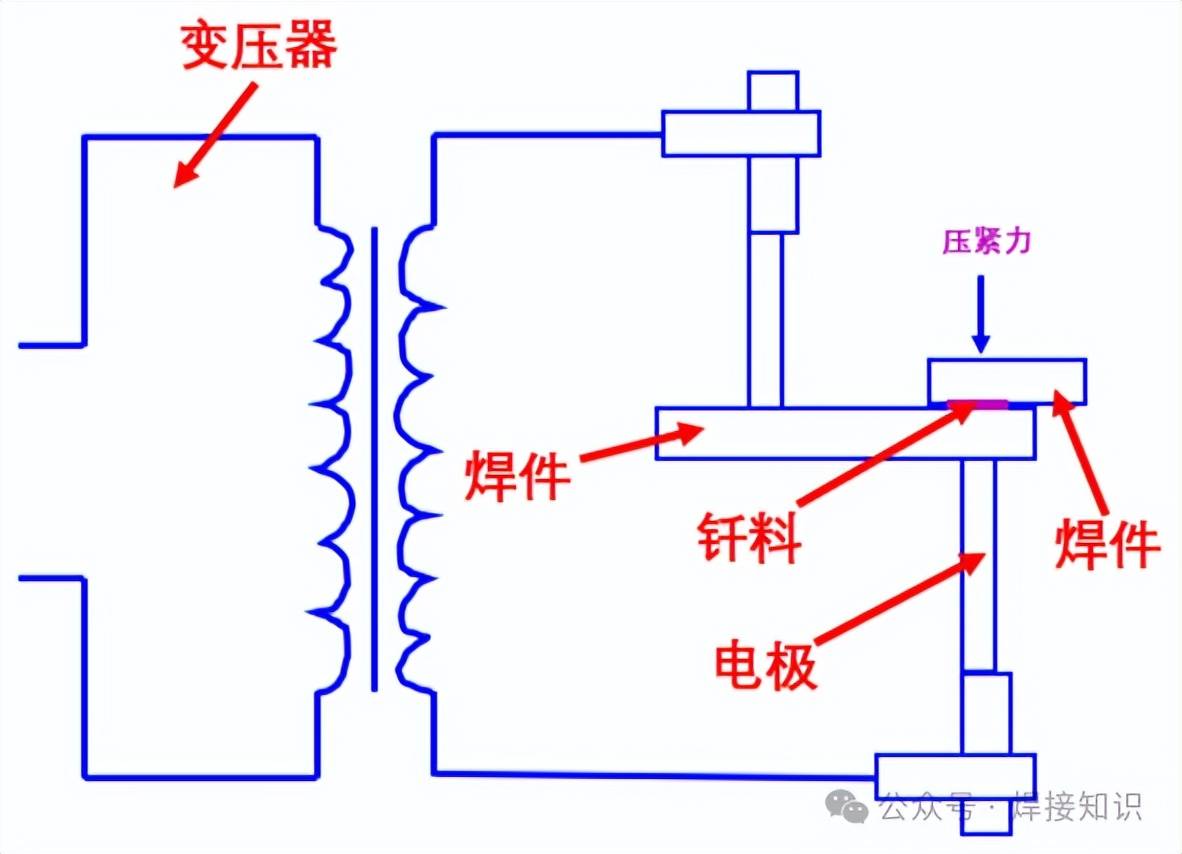
2)间接加热电阻钎焊
间接加热电阻钎焊是利用电流通过其中一个焊件或高电阻导电块,产生电阻热并通过热传导的方式加热钎料和另一焊件,从而熔化钎料和加热焊件达到钎焊连接的目的。间接加热电阻钎焊并不通过待钎焊面和另一焊件,加热速度较慢,且只适用较小的焊件,可以实现不导电材料与导电材料的连接。
电阻钎焊具有以下特点:
1)加热速度快,生产效率高:由于加热为局部区域,热量集中,加热速度很快,秒级完成;
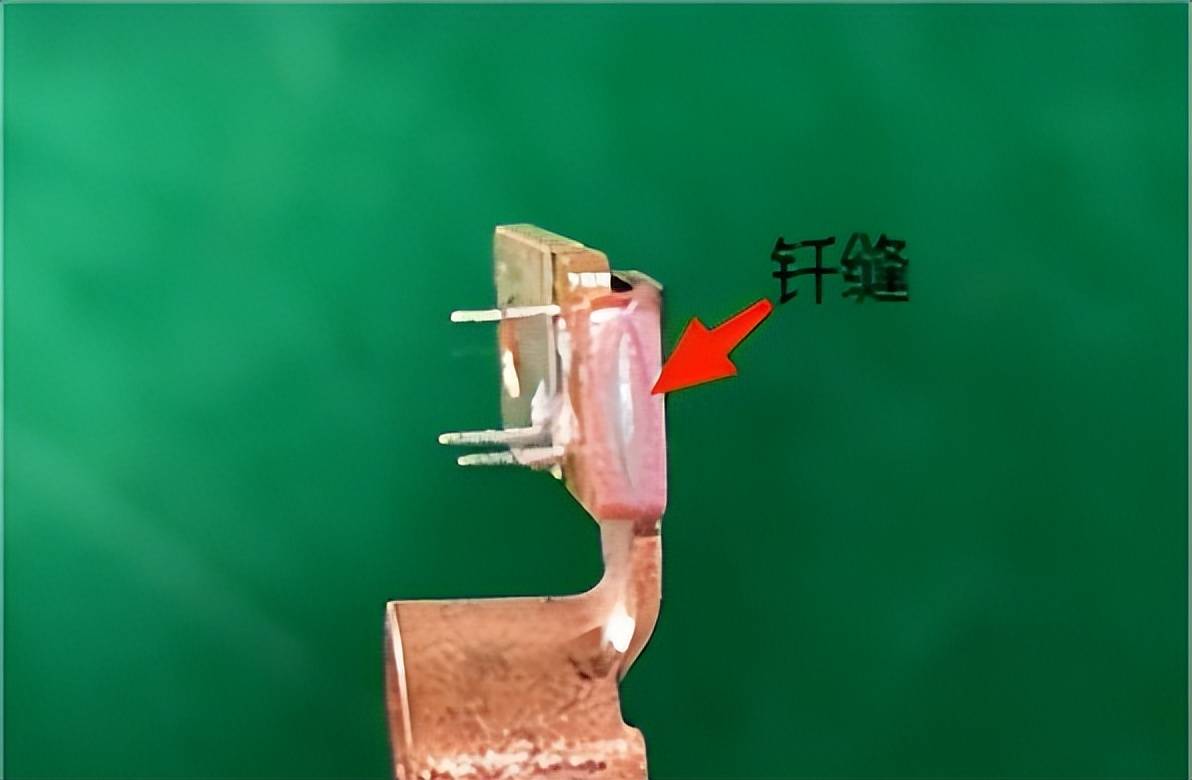
2)钎缝质量较好:钎焊过程中,外加压力,能较好的消除钎焊缺陷,部分电阻钎焊在氩气氛围下,能进一步提高钎缝质量;
3)焊接变形小:加热过程热量十分集中,热影响区小,产生的变形和应力要相应小;
4)热效率利用高:利用自身内部电阻热源,热损失小,能量利用率高。
5)易形成自动化:由于结构形式简单,操作相对容易控制,过程容易实现自动化;
6)应用局限性大:电阻钎焊设备限制,钎焊接头的尺寸不能太大,形状也不能很复杂,部分电阻钎焊方法不适用非导电材料的钎焊,也不能采用固态钎剂(不导电)。
7)钎焊过程控温难度大:由于利用自身电阻热加热,温度控制相对复杂,难以实现精确控制,只能采取控制工艺参数摸索并固化措施。